




在制药生产中,人工投料粉尘扑面、物料混合不均拉低药效、设备清洗不彻底暗藏污染风险、多设备衔接占地冗余——这些问题,正让不少药企陷入产能与合规的双重困境。南通贝特医药机械有限公司(以下简称:南通贝特)深耕制药自动化设备研发与生产多年,助力多家药企破解生产瓶颈。
在第67届全国制药机械博览会(秋季药机展)上,南通贝特携四大核心设备重磅登场:自动投料生产系统、自动锁盖料斗提升夹紧混合机、自动开阀料斗提升加料机及全自动双腔料斗清洗烘干机,这些 “破局利器” 如何助力药企降本增效、守住合规底线?本文为您揭秘。
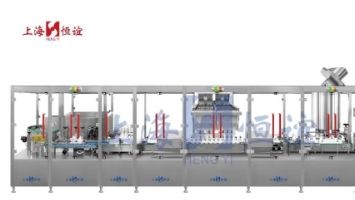
人工投料是药企洁净车间的 “老大难”:人均日处理效率低下;粉尘扩散不仅污染环境,造成物料损耗,更增加交叉污染风险,还增加人员安全风险。南通贝特自动投料生产系统直击这一核心痛点,以双重优势重构投料环节:

南通贝特自动投料生产系统
全密闭防污染:物料从料仓到生产线全程无暴露,完美适配 GMP 洁净车间要求;
高精度控品质:搭载高精度称重计量模块,避免投料偏差影响药品成分均一性,从源头保障质量。
稳夹+匀混,攻克“漏料与药效不稳定”难题混合环节是药品质量的“关键关口”:因料斗密封差导致漏料,或因提升夹紧不稳引发震动,进而影响混合均匀度的稳定性。南通贝特混合机通过两大核心设计破局:

南通贝特自动锁盖料斗提升夹紧混合机
锁盖密封防漏料:采用专利锁盖技术,料斗与混合腔体无缝对接,杜绝物料浪费与车间污染;
稳夹匀混保质量:高精度料斗夹紧装置,确保提升夹紧过程平稳,配合物料多维运动,混合均匀度高,每一批次药品成分一致性达标;
多场景适配:支持 50L-3000L 多规格料斗,可覆盖小试、中试到量产全产能需求,灵活匹配中药、化药等不同品类生产场景。
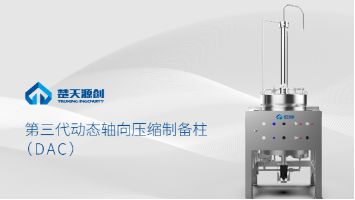
高效+紧凑,化解“加料慢与占地广”困境加料环节的“低效” 与 “操作不便”,常让药企产线 “卡脖子”:传统设备需人力操作、人工开阀,单批次加料时间长;单台占地大,不利于洁净车间集约化布局。南通贝特自动开阀加料机以 “小体积高产能” 设计破解困境:

南通贝特自动开阀料斗提升加料机
自动开阀提速度:内置智能阀控系统,料斗到位后自动开阀,大幅度缩短单批次加料时长;
紧凑设计省空间:整机占地面积小,可直接嵌入现有产线,无需大规模改造车间;
高兼容性适配:自动完成加料作业,可完美适配产线自动化需求,适配压片机、胶囊填充机、包装机、反应釜等不同设备的加料。

双腔并行提效率:双腔同步处理清洗、漂洗、烘干,大幅度缩短时间,提升效率,减少料斗周转等待;
CIP+SIP 保洁净:在线清洗(CIP)+ 在线灭菌(SIP)一体化,杜绝交叉污染;
全数据可追溯:自动记录清洗温度、压力、操作人员等信息,支持电子签名与审计追踪,完全符合 GMP 及 FDA 合规标准,为质量溯源提供可靠依据。
全程自动运行:料斗进出、清洗、烘干全程自动运行,可适应整个产线自动化需求。
南通贝特四大核心设备构建全流程自动化闭环:物料从投料、混合到加料全程无人工衔接,使用后的料斗即时清洁灭菌,真正实现 “物料流动无间断、设备操作全自动化”。
诚邀您莅临南通贝特,近距离见证自动投料系统的密闭高效、双腔清洗机的快速清洁,亲身体验四大设备协同运转的 “无人化产线” 实景,共探自动化技术破解生产瓶颈的路径,携手打造高效、合规、低耗的现代化制药产线!